
联系电话:+86-10-64368976
联系电话:+86-10-64368976
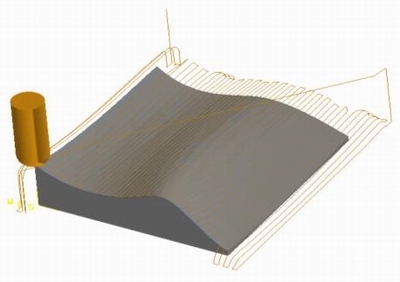 | 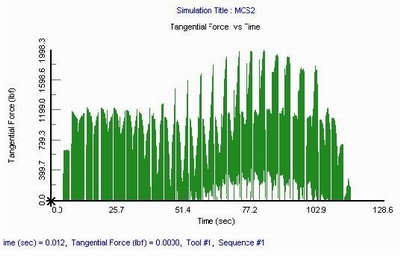 |
加工工件及刀具路径 | 初始工艺设计下的切削力图 |
用Production Module软件对初始工艺的APT代码进行分析,*切削力是1980N,加工周期是120秒,初始工艺参数设计的切削力分布差异较大。
采用Production Module软件的自动优化功能,设置最小切削力1600N、*切削力为1800N,对进给及切削速度进行优化,得到新的APT代码及切削力分布,优化后的*切削力为1790N,加工周期为70秒,优化后的程序负载也相对均匀一些。
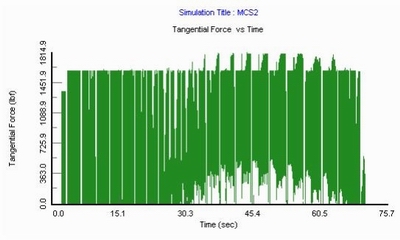 | 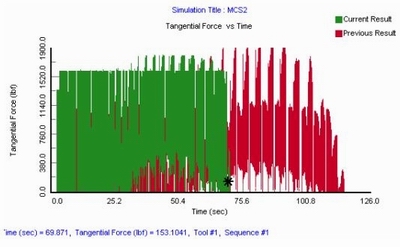 |
优化后切削力分布图 | 优化前后切削力及加工周期比较图
|

 QQ:18897245
QQ:18897245 +86-10-64368976
+86-10-64368976


 返回顶部
返回顶部